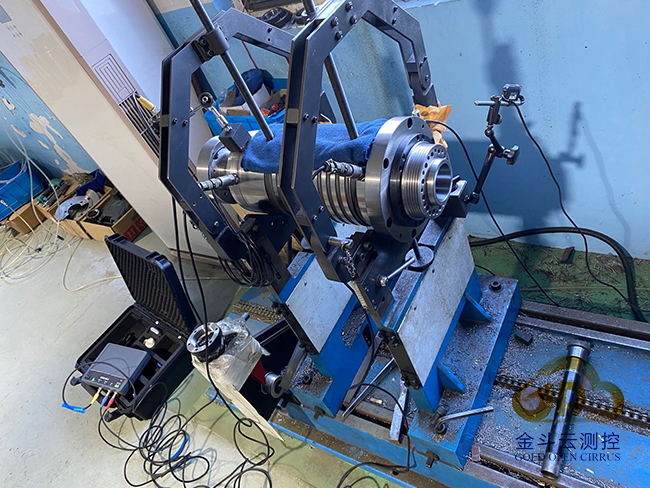
机床主轴在加工行业非常常见,对加工中心生产起着至关重要的作用,机床主轴在运行中最常见的问题莫过于动平衡不良导致的振动偏大问题。所以作为机床主轴维修行业,一款非常适合的机床主轴动平衡仪将会成为主轴维修人员的好帮手。
第一步:对机床主轴进行振动检测
在机床主轴转速稳定下来后,通过X-balancer多功能现场动平衡仪对机床主轴进行振动检测,通过仪器上的频谱分析功能来确定机床上主轴是否是动平衡问题。(一般是一倍频振动偏大,则可以判断是动平衡问题)。
第二步:安装传感器
在确定机床主轴是动平衡问题后,就可以使用X-balancer多功能现场动平衡仪的动平衡功能来进行现场动平衡校正(以单面动平衡为准)。
第三步:进行动平衡校正
确定传感器安装好之后,开启机床主轴,在机床主轴达到正常工作转速后,进入X-balancer多功能现场动平衡仪的动平衡功能界面,按到试运行功能键,再按确定键,开始进行测量主轴的初始振动值和相位。待数据稳定后进行保存并将机床上的主轴停机。
第四步:安装试重螺丝
确定机床上主轴停止后,主轴锁孔上加一个称好重量的试重;并将重量输入到X-balancer多功能现场动平衡仪中;重新开启机床并进行第二次测量振动值及相位值;待保存后,X-balancer多功能现场动平衡仪上就可以自动的计算出需要配置的角度及重量。
第五步:安装配重螺丝
将机床停机后取下试重,然后根据X-balancer多功能现场动平衡仪上计算的结果,以安装适重螺丝的位置为0度,旋转方向的反方向角度来安装称好的配置螺丝。
第六步:校验校正结果
再次开启机床,测量安装配重后的振动值及相位,根据ISO-1940动平衡标准进行对比,看是否符合标准,若符合,则此次动平衡完成,若不符合标准,则根据X-balancer多功能现场动平衡仪第二次的计算结果重复“安装配重螺丝”这一步骤,直到符合标准为止。